.png)
.png)
404. That’s an error.
The requested URL was not found on this server.

.png)
.png)
.png)

.png)

.png)




Precision CNC Machining
Rapid Prototype Manufacture
Die Casting Tooling
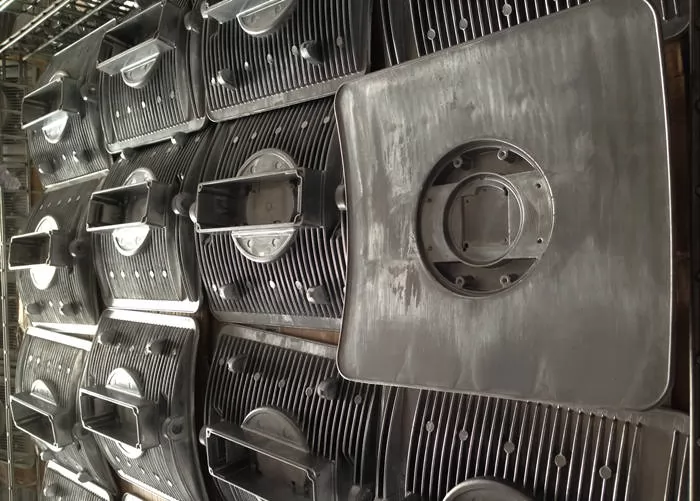
Aluminium Pressure Die Casting
Zinc Pressure Die Casting
Aluminium Gravity Casting
Aluminium Investment Casting
Aluminum Low Pressure Die Casting
Aluminium Sand Casting
Surface Finishing
LED Work Light Housing
Wheel Chair Parts
LED Lighting Housing & Heat Sink
Telecom Parts Heatsink Housing
Aluminum Furniture Parts
Lighting Industry & Fixtures Components
Die Casting Motor Housing
Automotive Casting Components
Water Heater Components
Precision CNC Machining Components
Mechanical Products
Automotive Led Heat Sink
Aluminum Hydraulic Housing
CNG Valve Parts
sales@innovaw.com
Michael_Dong18@hotmail.com
904-905, China-base Building, No.666, Tiantong South Road, Ningbo 315100, China
NO. 45, Baofeng Road, Eastern Suburb Development Zone, Fenghua 315500, China
Shaojiadu Street, Linhai City, Zhejiang Province 317000, China
Forging Web