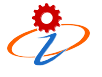
Innovaw has successfully launched a new product-marine stabilizer housing. This is a large aluminum alloy casting customized for a client, primarily used as the structural housing for dynamic balancing systems on ships and yachts. Manufactured through low-pressure die casting and CNC machining, the finished aluminum casting not only delivers outstanding mechanical properties and high machining precision but also features excellent thermal conductivity, corrosion resistance, lightweight construction, and superior protective capabilities. Additionally, it offers ease of installation and maintenance.
Product Standards and Requirements:Material A356 T6, porosity class E155-C, helium leak test (leak rate < 0.66 × 10⁻⁸ Pa·m³/s). Anodizing (coating thickness 20 μm ±5 μm, color fastness grade 8, neutral salt spray test 338 hours). The customer requires that all dimensions meet the drawing tolerances (including 280 dimensions for position and profile tolerances, class ISO 2768-mK). PPAP approval must be completed and passed before formal mass production.
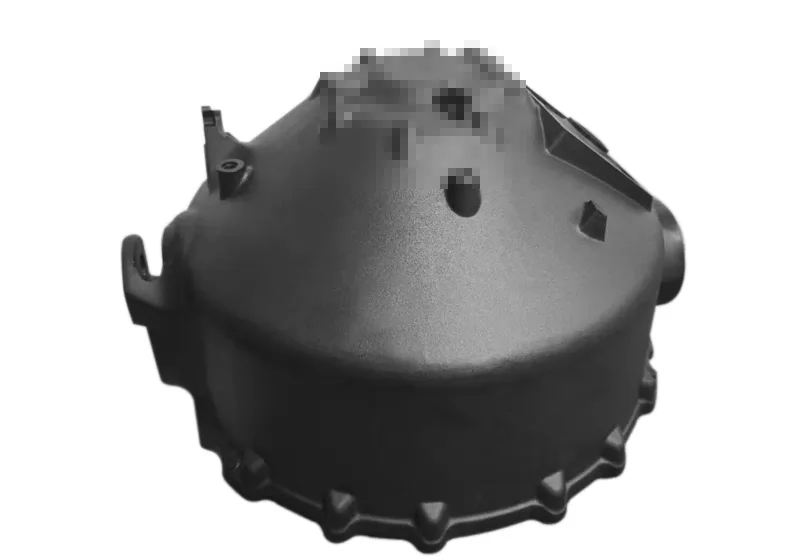
Product Name: marine stabilizer housing
Material: A356 T6
Size: 578 × 578 × 575 mm
Finished product weight: 31.2Kg
Process: Low pressure die casting + CNC Machining
Surface requirements: Black Anodizing
A dedicated project team was established, consisting of tooling designers, casting engineers, machining engineers, measurement specialists, quality engineers, and sales staff. The team applied Advanced Product Quality Planning (APQP) methodology in compliance with IATF 16949 standards, ensuring a quality-focused development approach.
1. First determine the customer's requirements and expectations, define the scope and objectives of the project, and develop a project schedule and allocate resources.
2. We began by conducting DFM analysis to optimize certain structural details for improved manufacturability, and worked with the client to establish mutually agreed technical specifications and quality standards.
3. Considering the application environment and performance requirements of this yacht balancer housing, A356 T6 was selected as the material. Based on the material properties and key design elements of the product, technical feasibility, quality consistency, and cost control were comprehensively evaluated, leading to the decision to adopt a manufacturing route combining low-pressure die casting and CNC precision machining.
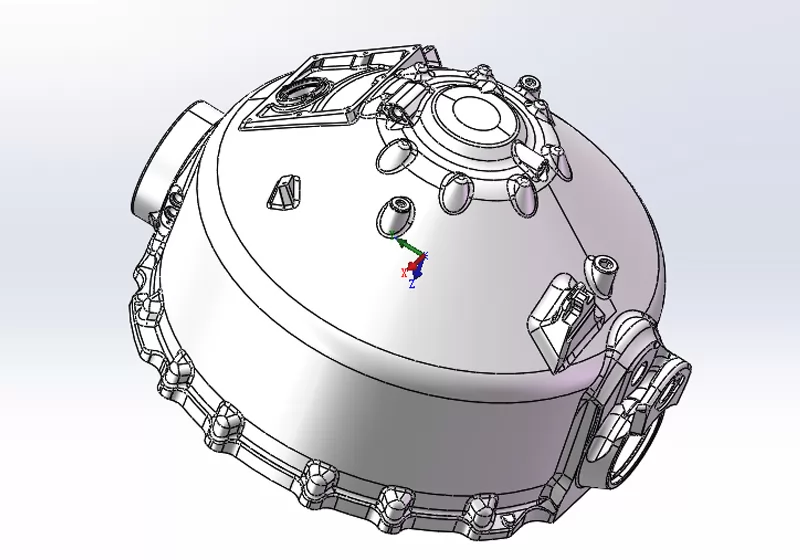
4. Subsequently, technical engineers performed mold simulation and flow analysis to predict and optimize potential challenges and process parameters.
5. Finally, throughout the subsequent practical manufacturing steps, the solution was gradually validated, and issues were identified and resolved.

Low Pressure Die Casting
After melting, the raw materials are die-cast into shape using large low-pressure die-casting machines, then proceed to subsequent processes until the finished product is completed.

Post-processing of castings
After the casting blank is completed, it must undergo multiple processes including gate sawing, gate removal, heat treatment, grinding, and shot blasting before proceeding to the CNC machining stage.
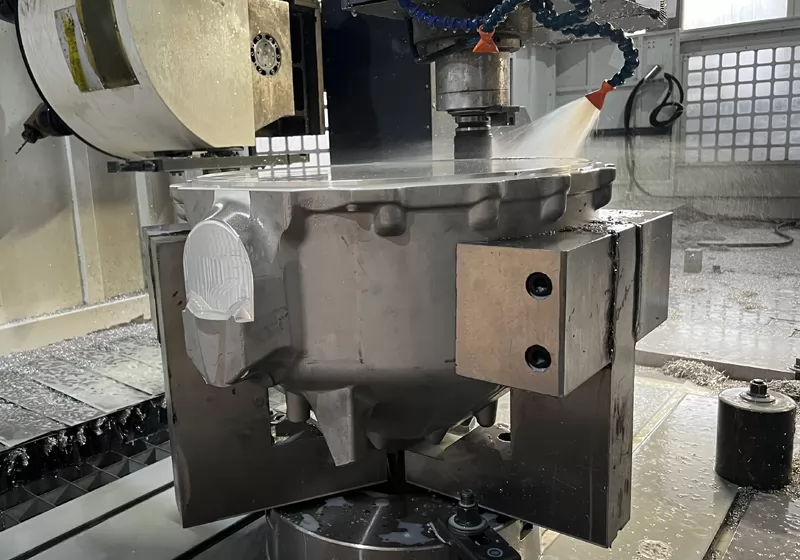
CNC Machining
This product demands extremely high dimensional accuracy, presenting another core technical challenge for the project. First, the temperature-controlled workshop environment and high-precision CNC equipment form the core hardware foundation for machining this housing. Second, the housing features a hemispherical outer contour, complex surface transitions, and a high-precision internal cavity structure, demanding stringent positioning accuracy, ellipticity, and flatness. Manufacturing requires customized systematic processing strategies, including multi-process integrated machining capabilities, reference and process planning design capabilities, deformation control capabilities, and inspection and quality assurance capabilities.

CNC Machining
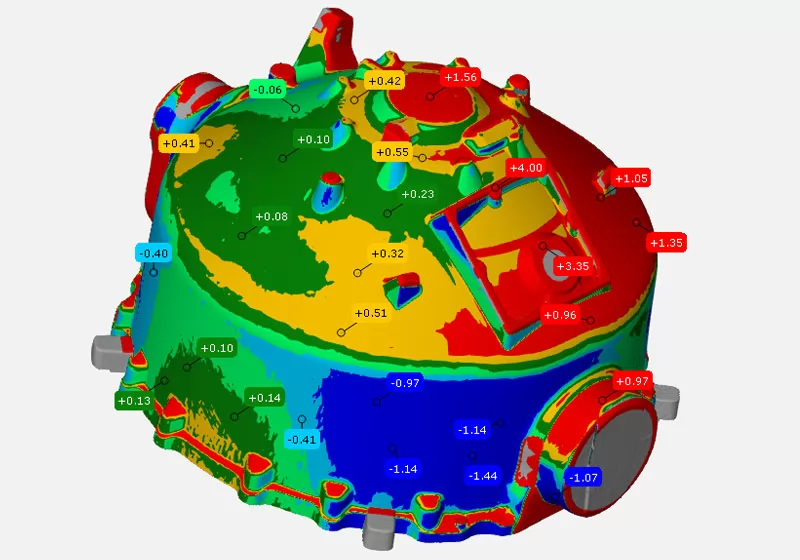
3D Scan Inspection
This product is a shaped surface structure, in order to ensure that the contour tolerance of the product is within the requirements of the drawings, the engineers use high-precision metrology 3D scanner to inspect all products.

CMM Inspection-Sizes

Helium Leak Test
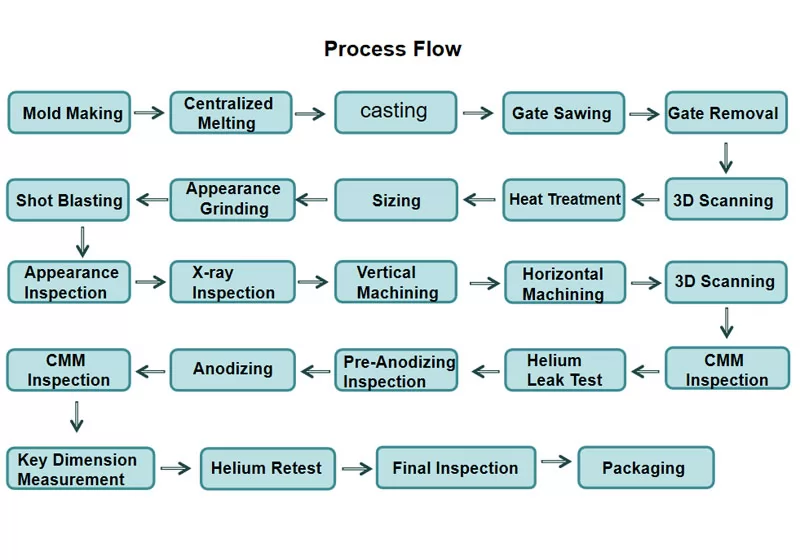
Product production process flow chart
.png)

.png)
.png)
.png)

.png)

.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com










.png)