Aiming at the new requirements for the production process of cast aluminum alloy parts with light weight, thin wall and complexity, on the basis of vacuum differential pressure casting, the microscopic properties of ZL114A aluminum alloy castings with different shaft diameters under the state of self-adaptive pressure regulation were studied. Changes in microstructure and mechanical properties. The evolution of solidification structure and dendrite morphology was observed by light microscope and scanning electron microscope, and the effects of holding pressure, solidification pressure difference and graded pressure difference on the creep properties of ZL114A alloy samples were tested and analyzed. Effects of creep temperature and creep stress. The results show that the microstructure of ZL114A castings solidified under controlled pressure tends to be densified, while dendrites are obviously refined under the action of pressure infiltration and seepage; grain boundary slip is the main mechanism of creep fracture, high pressure and strong pressure difference The creep resistance of the cast specimens was significantly improved, which was attributed to the transformation of the eutectic silicon structure, which inhibited crack initiation, propagation, and reduction of grain boundary microporosity.
ZL114A aluminum alloy has high specific strength and specific modulus, and has been widely used in aerospace, machinery, transportation and other fields, and has become the preferred material for the manufacture of lightweight structural parts. However, in order to improve the filling ability when producing complex thin-walled parts, the increase of pouring temperature leads to excessive growth of dendrites during the solidification of ZL114A melt, and at the same time causes a large number of shrinkage pores.
There are many reports on the method of controlling the microstructure of ZL114A. Among them, the vacuum differential pressure casting has the characteristics of "filling under vacuum and solidifying under pressure", which can simultaneously realize the complete filling of complex castings and the improvement of material properties. In the process of analyzing the performance of vacuum differential pressure casting aluminum alloys, Dong Xuanpu et al. found that compared with other conventional casting processes such as pouring under gravity and vacuum suction casting, the use of vacuum differential pressure casting technology can increase the tensile strength of aluminum alloys by 20%. , the elongation was nearly doubled; Yan Qingsong et al studied the feeding characteristics of vacuum differential pressure casting aluminum alloys, and concluded that the solidification pressure is a key factor that can affect the density of aluminum alloys. Theoretical research and practical production have confirmed that the vacuum differential pressure casting process is an effective measure for forming high-quality aluminum alloy castings, so the further exploration of the vacuum differential pressure casting process has important practical significance. In addition, with the rapid development of modern industry, whether it is military products such as aerospace, or civil parts such as automobile engines, the requirements for high temperature performance are gradually increasing. requirements are getting higher and higher. It is worth noting that although the tensile and compressive properties of aluminum alloys at room temperature have been thoroughly explored, their high-temperature mechanical properties, especially the creep phenomenon under low tensile stress below the melting point, are less studied.
On the basis of vacuum differential pressure equipment, this subject realizes the self-adaptive adjustment of pressure by intelligently controlling the gas circuit system, and systematically studies the microstructure of ZL114A casting samples with different axial diameters caused by holding pressure, solidification pressure difference, and graded pressure difference. and creep properties.
1 Test materials and methods
VCPC type vacuum differential pressure casting equipment was used to prepare ZL114A alloy samples. Figure 1a is a schematic diagram of the system, Figure 2 is the ideal vacuum differential pressure process curve for the test, and Figure 3 is the ideal test graded pressure differential curve. The outer dimension of the casting is φ45 mm×210 mm, the mold is made of phenolic resin-coated sand, the preheating temperature is 120 °C, the material is ZL114A (ZAlSi7Mg1A), and the pouring temperature is 700 °C. In Figure 2, the holding pressures are 200, 250, 300, and 350 kPa, respectively, and the solidification pressure differentials are 30, 50, 70, and 90 kPa, respectively. The degree of vacuum is 20 kPa. Four samples with a diameter of 16 mm were processed from the casting, three of which were processed as creep standard samples with a diameter of 10 mm, and the other samples were used for microstructure observation and micromorphological analysis. The sampling method is shown in Figure 1b. The specimens were tested for creep with CSS-3905 creep testing machine at a test temperature of 200 °C and a stress of 120 MPa. The microhardness test of the samples was carried out with a DureScan Vickers microhardness tester with a load of 0.98 N and a holding time of 3 s. The eutectic silicon morphology and creep fracture morphology of ZL114A alloy were observed by Quanta200 electron microscope. The microstructure of ZL114A alloy was observed by the optical metallographic microscope of XJP-6A. Based on Image-Pro Plus software, the secondary dendrite spacing of ZL114A aluminum alloy casting samples was measured by truncation method:
(1)In the formula, is the value measured by Image-Pro Plus software, and n is the number of secondary dendrites.
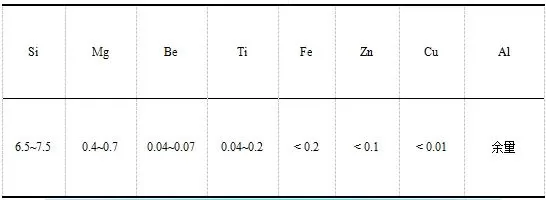
Table 1: Main chemical composition of ZL114A alloy
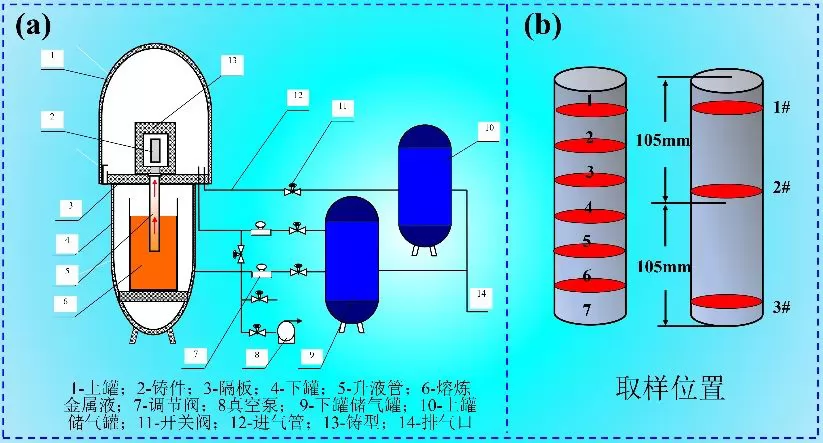
(a) Schematic diagram of the device (b) Sampling location
Figure 1: Schematic diagram of vacuum differential pressure casting equipment and casting sampling location
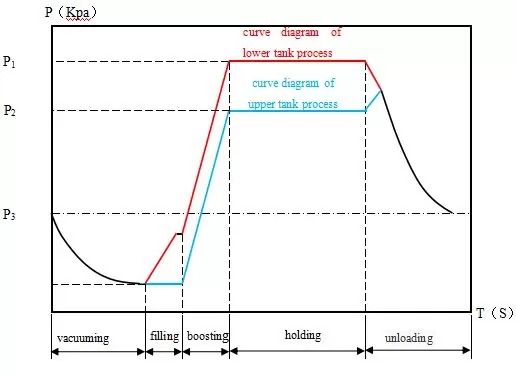
Figure 2: Test ideal typical vacuum differential pressure process curve
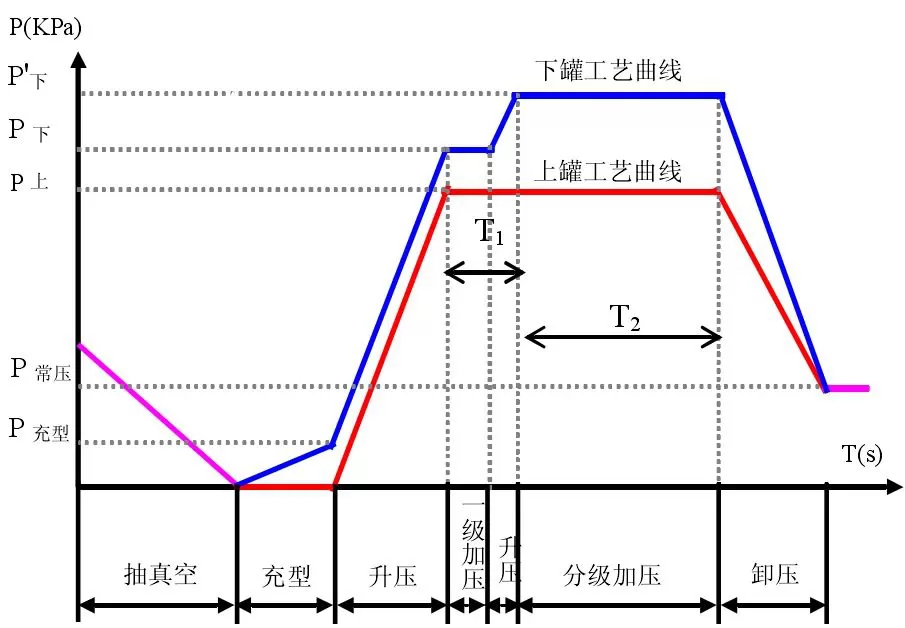
Figure 3: Test ideal graded pressurized differential pressure curve
2 Results and Analysis
2.1 Effect of packing pressure and solidification pressure difference on the dendritic morphology of ZL114A alloy
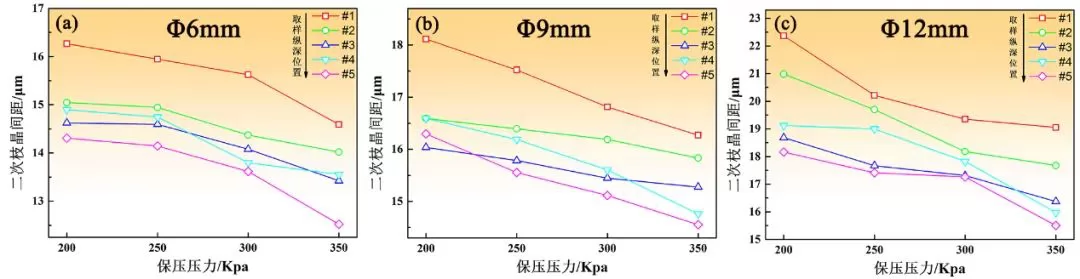
Figure 4 shows the effect of holding pressure on the secondary dendrite spacing of samples taken from depths of castings with different axial diameters. It can be seen that for the samples with shaft diameters of 6, 9, and 12 mm, the secondary dendrite spacing in the ZL114A alloy solidification structure decreases with the increase of the holding pressure. During the casting process, dendrites with uneven thickness are often formed when the alloy melt is cooled, and the molten metal can only flow and shrink from the interstitial spaces of the dendrites that solidified first. For the vacuum differential pressure casting process, since the solidification of the alloy is carried out under a certain pressure, the higher ambient pressure is used to enhance the ability of the molten metal to penetrate into the dendrite gap, and the feeding effect is enhanced. When the pressure is further increased, the pre-crystallized structure is easily fractured and broken by the flowing melt. These planktonic fragments floating in the melt can be used as the heterogeneous nucleation core of ZL114A crystallization, which can improve the formation of ZL114A while avoiding the transition growth of dendrites. nuclear rate. In addition, with the increase of sampling depth, the phenomenon of decrease of the secondary dendrite spacing is also exhibited, and the secondary dendrite spacing also gradually decreases with the decrease of the axial diameter. Attributable to the improved heat dissipation, the dendrites were significantly refined, and the minimum secondary dendrite spacings were 12.52, 14.55, and 15.51 μm, respectively. Figure 5 shows the microstructure of the metallographic structure in the same area of the φ12 mm casting under different holding pressures. It can be seen that with the increase of the holding pressure, the coarse dendrites are gradually fragmented, and the distribution of the interdendritic eutectic silicon is more uniform, which is consistent with the law shown in Figure 4, confirming that the pressure holding of the vacuum differential pressure casting process is controlled. The effect of pressure on the refinement of solidified tissue.
(a) φ6 mm, (b) φ9 mm, (c) φ12 mm
Figure 4: The effect of holding pressure on the secondary dendrite spacing of samples at different depths
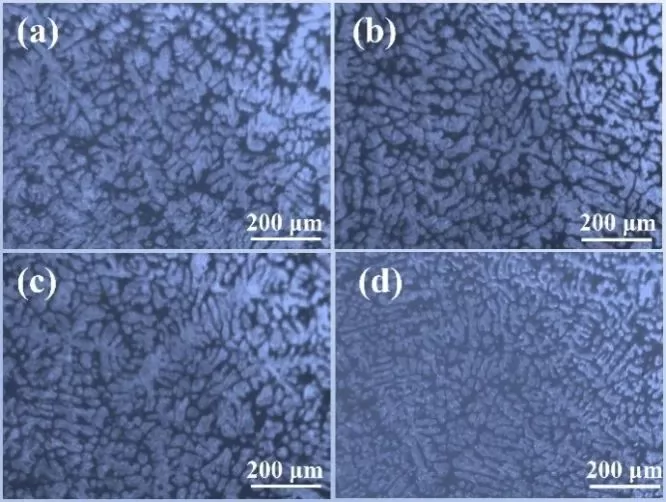
(a) 200 kPa, (b) 250 kPa, (c) 300 kPa, (d) 350 kPa
Figure 5: Microstructure of φ12 mm castings under different holding pressures
Figure 6a shows the effect of holding pressure on the microhardness of ZL114A alloy. It can be seen that with the increase of the holding pressure, the microhardness of the casting gradually increases, and the specimen with φ9 mm obtains the highest microhardness (HV) at 350 kPa holding pressure, which is about 83.2. With the increase of holding pressure, the dendrite structure of ZL114A alloy is obviously refined, and the coarse eutectic silicon phase is transformed into a round rod shape, as shown in Figure 7. When the holding pressure is 300 kPa, the fragmented and long needle-like silicon phases in the ZL114A alloy matrix almost disappear, and the matrix phase ɑ-Al is spheroidized under the action of pressure filtration and seepage, and a quasi-equiaxed crystal structure appears, as shown in Figure 7d . Figure 6b shows the effect of the solidification pressure difference on the density of the ZL114A alloy sample. It can be seen that the solidification pressure difference is conducive to the realization of high densification of the casting. The change brought by the sampling position is mainly due to the fact that the front end of the alloy melt first contacts the mold and receives the chilling effect, which is easy to be fed by the lower end melt. The solidification pressure difference is derived from the environmental pressure difference between the upper and lower tanks, and is applied to the alloy melt after the filling is completed, acting on the solidified metal liquid of the casting. On the one hand, it can effectively refine the structure, and on the other hand, it promotes the discharge of residual gas in the alloy liquid and reduces the generation of metallurgical defects. At the same time, the feeding ability of ZL114A under high pressure is further improved, breaking the barrier of precipitation of dendrites first, avoiding the generation of small molten pools in the region, reducing microscopic shrinkage, and obtaining a highly dense solidified structure, as shown in Figure 7.
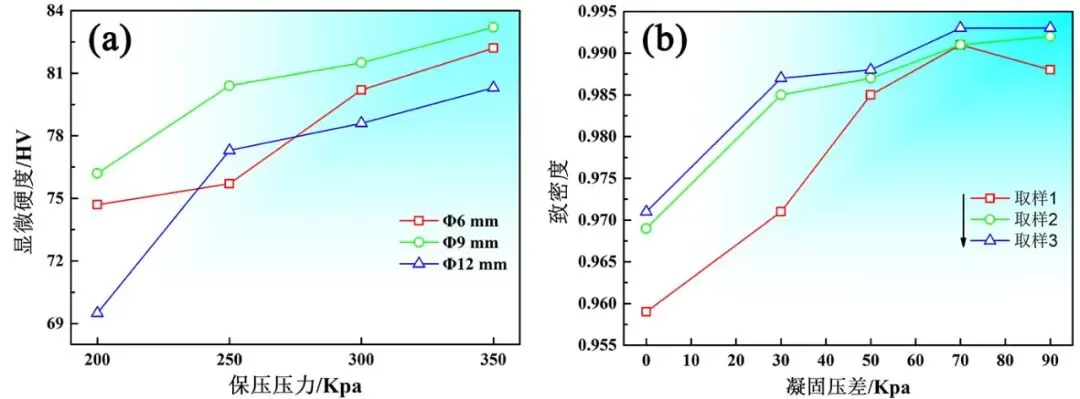
(a) Hardness (b) Density
Figure 6: Effects of pressure regulation on the microstructure and properties of ZL114A castings
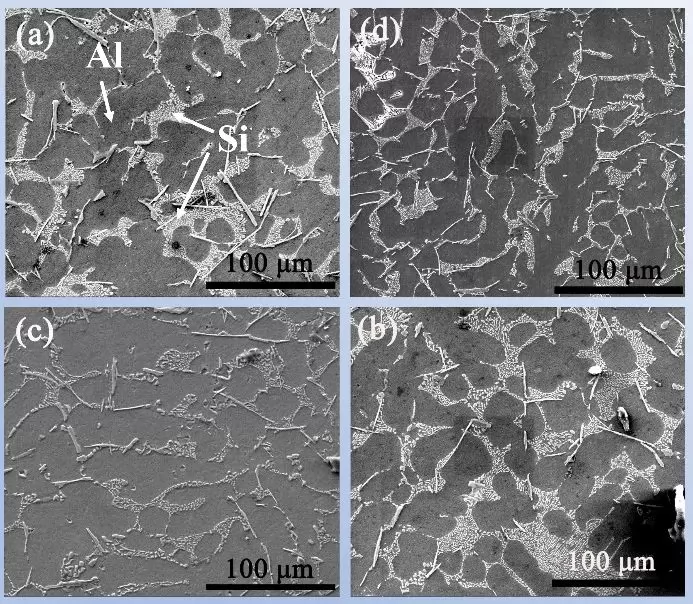
(a) 200 kPa, (b) 250 kPa, (c) 300 kPa, (d) 350 kPa
Figure 7: SEM images of ZL114A alloy solidification microstructure under different holding pressures
2.2 Influence of adaptive pressure regulating casting process on creep behavior of ZL114A alloy
Figure 8 shows the effect of the vacuum differential pressure casting process controlled by the pressure-holding pressure-solidification pressure difference on the properties of the ZL114A alloy. It can be seen from Figure 8a that the increase of the solidification pressure difference increases the degree of densification, and the densification of the casting is manifested by the healing of micropores and the sufficient feeding of the molten metal under high pressure crystallization. It can be seen from Figure 8b that the higher the holding pressure, the better the creep resistance of the ZL114A alloy sample. Under the same creep conditions, the creep strain is small and the creep rate is slow. For the alloy with low holding pressure After a certain period of time, the creep displacement of the sample increases rapidly and large deformation occurs. The creep curve of the ZL114A alloy sample under the design gradient solidification pressure difference under the optimal holding pressure is shown in Figure 8d. With the increase of the solidification pressure difference, the creep resistance of the sample increases, and the creep strain decreases slowly. Among them, when the solidification pressure difference is as high as 90 kPa, the creep value of the sample is almost unchanged under long-term high temperature and low stress, and no fracture occurs. Figure 9 shows the fracture morphology of the ZL114A alloy sample controlled by pressure. It can be seen that with the increase of the holding pressure and the solidification pressure difference, very few dimples appear at the fracture, indicating that the high temperature creep resistance of the material has been improved. When the solidification pressure is 250 kPa, the fracture surface of the sample exhibits the characteristics of brittle fracture, with a large number of obvious and smooth cleavage steps and cleavage planes, a large number of bifurcated cracks and secondary crack sections, and crack sections and chipped silicon wafers. The sections are cluttered and intertwined. However, when the pressure is large enough, the fracture of the sample still shows the characteristics of brittle fracture, but the number of cleavage steps and cleavage planes decreases, and the number of dimples increases, indicating that the toughness becomes stronger at this time, and the side surface confirms the resistance of the sample to Increased creep capacity. Figure 9c shows the creep behavior of the optimal packing pressure and solidification differential pressure specimens under different creep stresses. At the beginning of creep, the sample undergoes a certain low plastic deformation, and the strain curve keeps rising linearly. At the same time, dislocations in the matrix continue to multiply and move during this process, which brings about deformation strengthening and enhances the strain resistance of ZL114A alloy.

(a) Density, (b) Creep strain under different packing pressure, (c) Creep strain under different creep stress, (d) Creep strain under different solidification pressure difference
Figure 8: Effects of pressure regulation on the density and creep properties of ZL114A castings
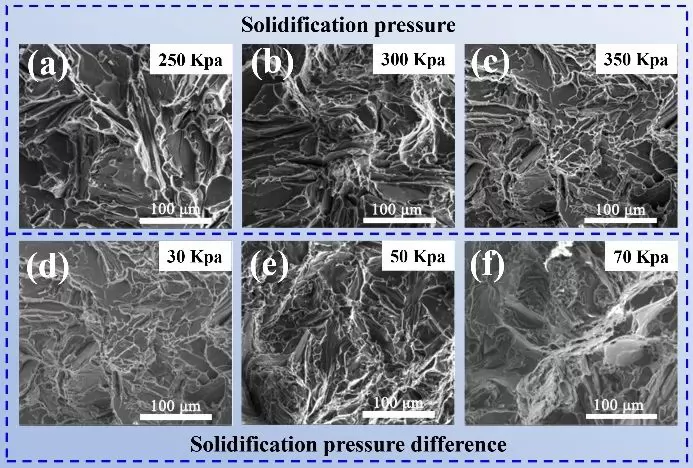
Fig. 9 SEM images of fracture morphology of ZL114A casting under pressure regulation: (a) 250 kPa solidification pressure, (b) 300 kPa solidification pressure, (c) 350 kPa solidification pressure, (d) 30 kPa solidification pressure difference, (e) 50 kPa solidification pressure difference, (f) 70 kPa solidification pressure difference
Figure 10 shows the effect of graded pressure differential on the properties of ZL114A alloy casting samples. It can be seen from Figure 10a and Figure 10b that, similar to the effects of holding pressure and solidification pressure difference on the solidification structure of ZL114A alloy, the densification degree of the casting sample increases with the increase of pressure, and the grading pressure difference is 185 kPa. , the density and density of the sample are 2.64 g/cm3, 99.0%, respectively. It shows that the solid phase structure of ZL114A is close to the theoretical density after filling, crystallization and solidification under pressure. It can be seen from Figure 10c that under the action of graded pressure difference, the three samples at 85, 135, and 185 kPa did not fracture under steady-state creep. Compared with the fracture of the low solidification pressure difference sample in Fig. 8d, the enhancement effect of the graded pressure difference is stronger, which effectively improves the creep resistance of the ZL114A alloy. Among them, with the increase of the stepped pressure difference, the slope of the casting in the linear interval of the creep curve decreases, and the creep strain also decreases significantly. ZL114 alloy maintains very stable low creep deformation under the action of high temperature and low stress for a long time. It can be seen from Fig. 10d that the hardness of the alloy samples after deformation under different creep states changes, and the hardness gradually increases with the increase of the graded pressure difference as a whole, which can be attributed to the strengthening of the structure caused by the pressure difference. For the samples under the same graded pressure difference, the higher the creep stress, the lower the hardness after creep, and the higher the creep temperature, the lower the hardness after creep, indicating that the effect of creep state on the creep performance is also It is very obvious that under the action of higher temperature and stress, the faster the dislocation movement rate in the alloy structure during creep, the intensified lattice slip, and the acceleration of grain boundary movement, and the creep degree is more significant after long-term accumulation. Figure 11 shows the metallographic structure of ZL114A alloy casting after creep. It can be seen from Figure 11a and Figure 11b that after creep, due to the sliding effect of grain boundaries, grain boundary holes are easily generated, and these grain boundary holes will change with the graded pressure difference increase and decrease. Comparing Fig. 11a and Fig. 11c, it can be seen that although the creep resistance of the casting specimen is reduced at high creep temperature, the number of grain boundary voids is relatively small. The possible reason is that due to the secondary growth of the solidified structure of the alloy at 300 ℃, the grains absorb the load energy and grow at the outer edge under the low stress state. Compensate for creep grain boundary slip. Figure 12 shows the creep properties of different graded differential pressure casting samples under different creep stress states at 300 ℃. It can be seen that all specimens retain relatively good creep resistance after creep, and after the linear deformation stage, they can maintain a stable low creep strain at low stress for a long time instead of fracture. It can be seen from Fig. 12b that the ZL114A alloy casting samples exhibit excellent creep resistance under the high graded differential pressure of 185 kPa.

(a) Sample density, (b) Sample density, (c) Sample creep strain, (d) Casting hardness
Figure 10: Effect of graded pressurization differential pressure on the properties of ZL114A castings
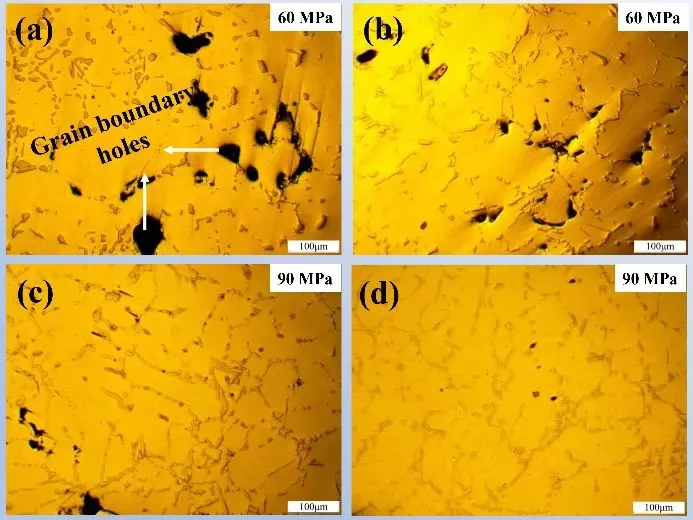
Figure 11: Metallographic structure of ZL114A samples with different graded pressure differences after creep deformation at 300 ℃: (a) graded pressure difference of 35 kPa, (b) graded pressure difference of 85 kPa, (c) graded pressure difference of 35 kPa, (d) ) grading differential pressure 85 kPa
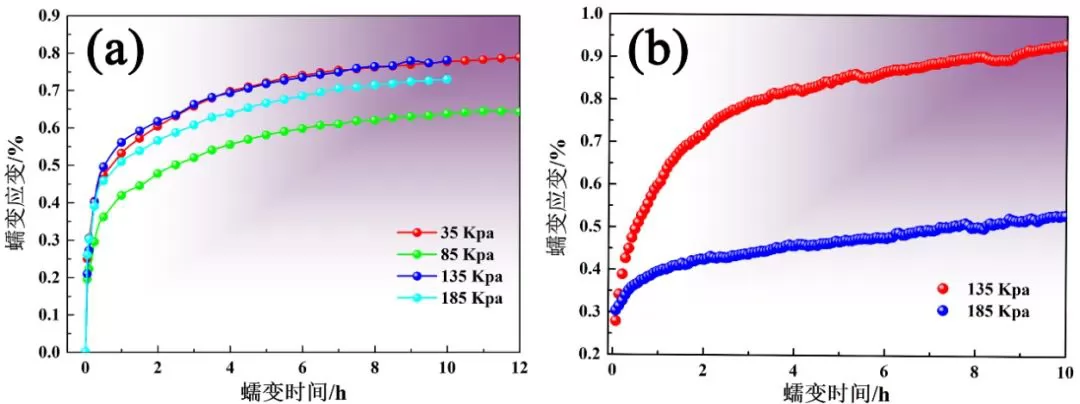
(a) Creep stress 60 MPa, (b) Creep stress 90 MPa
Figure 12: Creep properties of ZL114A specimens with different graded differential pressures at 300 °C:
3 Conclusion
(1) The holding pressure and the solidification pressure difference have a significant effect on the crystalline structure of the ZL114A alloy casting sample. The pressure squeeze and seepage can break the dendrites first, destroy the local molten pool, and open the solidification feeding channel. Therefore, with the increase of pressure, the eutectic changed from fragmented and long needle to round rod, the matrix phase α-Al changed from coarse dendritic to equiaxed, and the secondary dendrite spacing gradually decreased.
(2) The adaptive pressure-controlled casting process under the synergistic effect of holding pressure-solidification pressure difference-graded pressure difference can promote the solidification and densification process of ZL114A alloy samples. The density, density, and hardness of the sample increase gradually with the strengthening of the pressure field. Although it is still brittle fracture, the number of cleavage steps and cleavage planes decreases, the number of dimples increases, and the strain resistance of the sample increases.
(3) The creep properties of ZL114A castings under the adaptive pressure regulation process are significantly improved. The sample with a holding pressure of 350 kPa can not fracture after a long time of creep, and the pressure is further regulated. Under the action of solidification pressure difference and graded pressure difference, the slope of the creep curve in the linear deformation stage decreases, and most of the samples are No fracture occurs, the creep process remains stable and the amount of creep strain is low. At the same time, factors such as creep temperature and stress also have a certain influence on the creep resistance of the sample and the microstructure after creep.
(4) On the basis of vacuum differential pressure casting, according to different casting structures and performance requirements, based on PLC intelligent and automatic algorithms, the design of a reasonable adaptability and controllable vacuum differential pressure casting process is of great significance to actual production, and it is urgently needed. Further exploration and research.
.png)

.png)
.png)
.png)

.png)

.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com








.png)