The failures of ablation, cracks, and aluminum sticking of the fixed core of a die-casting mold are described, and the causes of the formation are analyzed. The mold repair processing is divided into processes such as marking, welding, CNC milling and EDM, and the quality of the repaired mold meets the technical requirements. At the same time, measures to improve the service life of die-casting molds are discussed, including reasonable mold structure design, correct mold material selection, optimization of heat treatment process, appropriate use environment, and maintenance specifications.
Due to the long-term working environment of high temperature, high pressure and high speed, the die-casting mold produces periodic stress and strain on the surface of the mold. After a certain period of use, cracks, ablation, cracks and other damages will occur, resulting in the mold can not continue to be used. Only after repairs can it continue to be put into production. Therefore, in the process of using the die-casting mold, it is very important to repair the mold, which can not only ensure the production of qualified products, but also prolong the service life of the mold.
1 Failure forms and causes
Figure 1 shows the fixed core of a die-casting die for an aluminum alloy cylinder block, which is made of H13 steel, and has failed in production.
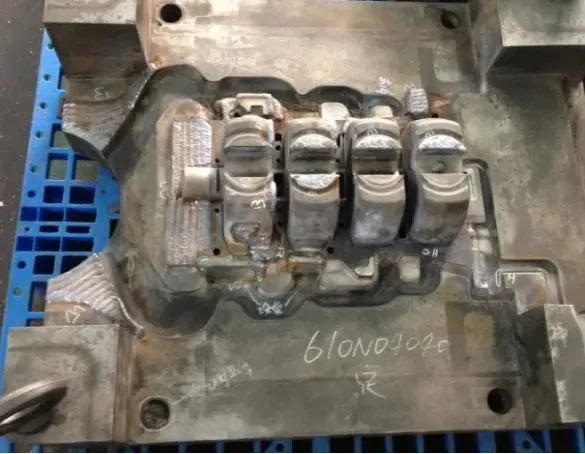
Figure 1: Fixed core
1.1 Ablation
There are 2 ablations of about 1 mm deep between the runner and the sprue sleeve, and 12 ablations at the outer convex edge and the inner concave root of the mold core. The ablation reduces the volume of the mold, and the ablation must be removed. The missing part can be filled up to obtain die-casting parts of qualified size. The main reason for the ablation phenomenon is that the molten aluminum of about 670 °C repeatedly scours the mold under high pressure and high speed. Due to the heat concentration at the corners of the mold, the temperature is high, and the steel material is burned off after a long time.
1.2 Cracks
Small network cracks are formed on the molding surface of the mold facing the inner runner. This is because the strong impact of the molten metal produces a large compressive stress. At the same time, after the high temperature mold is opened, the spray paint is chilled, and cold and heat alternate. Thermal stress is generated under the action of composite internal stress, and small cracks are gradually generated under the action of composite internal stress. As time prolongs, the mold may break when the crack is large enough.
1.3 Sticking to aluminum
There is one place for sticking aluminum at the root of the inner runner, and the high temperature and high pressure aluminum liquid enters the steel matrix along the crack. Due to the high affinity between iron and aluminum at high temperature, they are bonded together.
1.4 Design Changes
In production, the products at the end of the runner sometimes have insufficient pouring. The reason is that the size of the 2 runners near the sprue is too large, resulting in a large flow of molten metal here and a small flow of the inner runner at the end. The flow at the end solidifies before filling the cavity, so the size of the first runner needs to be reduced.
2 Mold repair process
2.1 Marking
Use a white marker to circle the larger ablation and write a "B" next to it to indicate that it needs repair. "H" is written next to the smaller ablation, indicating that this is a hole and does not need to be repaired for the time being. Design changes are indicated with arrows, writing "design changes" and need to be repaired. "De-meat" is written where the aluminum is sticking, indicating that processing is required to remove the material.
2.2 Welding
Argon arc welding is a welding method with argon gas as a protective gas, with small heat input, small thermal impact on the base metal, less defects such as cracks, undercuts, and pores, and the welding quality is easily guaranteed. The 9188GS welding machine is used in production, and the welding rod is AST0506. Its composition is similar to that of die steel H13, and it has good tempering resistance and thermal fatigue resistance, as shown in Figure 2. Before welding, the welding surface needs to be thoroughly cleaned of cracks, oxides and oil, and dried. The purpose of welding preheating is to reduce the tendency of mold cracking due to high welding temperature, and the preheating temperature is 300~400 ℃. Welding adopts the principle of low heat input, high-frequency pulse current and a small amount of droplets several times, and the thickness of the surfacing layer is 4~5 mm. After welding, it needs to be tempered to achieve the required hardness. The tempering temperature is 680~730 °C, which should be 5~10 °C lower than the original tempering temperature, so as not to reduce the hardness of the base metal, while maintaining appropriate toughness.

Figure 2: TIG welding
2.3 CNC milling
The repaired welding area needs to be machined to remove excess material. The fixed core model file is opened in UG NX software, and the rough machining and finishing machining are carried out separately. The program file is generated and the program is transferred to the machine tool. Lift the fixed die core on the machine table, hit the meter to align it, and press and fix it. Precise tool setting according to the requirements of the program sheet, set the machining coordinate system G54, call up the rough machining program, set the machining parameters, and start the machining. Call up the finishing program, set the processing parameters, and start the processing, as shown in Figure 3.

If there are narrow grooves in the area to be machined, EDM should be used to design and process graphite electrodes, install and fix the electrodes on the EDM machine tool, fix the fixed die core on the machine tool, set reasonable discharge parameters, and carry out EDM, see Figure 4.

Figure 4: EDM
3 Measures to improve the service life of die casting molds
3.1 Mold structure design
The wall thickness of the die casting should meet the normal wall thickness and minimum wall thickness requirements of the alloy. On the premise of ensuring strength and rigidity, it should be designed as a thin-walled part with a uniform wall thickness to prevent shrinkage cavities and shrinkage porosity. According to the connection method of the two walls of the casting, the size of the casting fillet is reasonably selected, which is beneficial to the filling, exhausting and mold strength of the molten metal. The demolding slope should be properly selected according to the type of alloy and surface characteristics, so that the casting can be demolded smoothly.
Use software such as ANSYS to analyze the strength and stiffness of the mold to ensure that the mold is not damaged or deformed. The gating system minimizes the impact on the core. Thickening of the gate can reduce mold sintering and reduce the impact velocity of the molten metal. Correct selection of tolerance fit and surface finish for each part. Maintain mold thermal equilibrium. The distance between the cooling water channel and the profile and corner must be large enough. Try to use the insert structure for easy maintenance and replacement. Use a large rotation angle R under possible conditions to avoid stress concentration.
3.2 Mold material selection
The service life of the die casting mold is closely related to the material. The chemical composition, metallographic structure and mechanical properties of the mold material should be confirmed, and if necessary, the inspection should be reviewed to ensure that the material quality meets the requirements.
Choose hot work die steel with good thermal fatigue resistance and thermal stability. It is recommended to use 8407 or refined H13, and the service life of the aluminum die-casting mold can reach 70,000 to 100,000 times. E38K is suitable for the temperature range below 700 ℃, and the service life of aluminum die-casting mold reaches 200,000 to 400,000 times. 2367 is suitable for the temperature range below 700 °C, and the service life of the aluminum die-casting mold reaches 400,000 to 600,000 times. In production, mold materials should be correctly selected according to the types of processing materials, product characteristics and production batches to improve economic benefits.
3.3 Heat treatment of mold
Heat treatment changes the performance of the workpiece such as strength, hardness, toughness and wear resistance by changing the microstructure of the workpiece. Whether the heat treatment is correct or not is directly related to the service life of the mold. Therefore, the quenching temperature and time, cooling rate and tempering temperature must be reasonably controlled, the design hardness of the mold core is set as HRC44~46, and the heat treatment process is 480, 700, 850 °C graded heating + 1050 °C vacuum oil quenching + 600 °C two secondary tempering. The mold core is tempered again when it is transferred to mass production. Due to the damage to the mold core structure caused by wire cutting, repair welding and electric discharge, the medium needs to be adjusted back. At the same time, surface strengthening technology can be used to improve the service life. Commonly used are ferritic nitrocarburizing technology and PVD coating technology.
3.4 Mold usage environment
According to the type of alloy, the wall thickness of the casting and the complexity of the structure, the preheating temperature and working temperature of the die-casting mold should be reasonably selected. The preheating temperature of the aluminum alloy die-casting mold is 150-180 °C, and the working temperature is 180-240 °C. Proper selection of a higher temperature can significantly improve the life of the mold. To ensure that the mold is properly cooled, the temperature of the cooling water should be kept at 40~50 ℃. If the machine is temporarily shut down, the mold should be closed and the amount of cooling water should be reduced as much as possible to avoid thermal shock to the mold when restarting. On the premise of ensuring good molding, use a lower pouring temperature.
3.5 Mold maintenance
Regular maintenance can keep the mold in good condition. After the new mold is tested, the stress relief tempering is carried out. When the new mold is used to 1/6 to 1/8 of the design life, that is, 10,000 mold times for aluminum die-casting molds, 5,000 mold times for magnesium and zinc die-casting molds, and 800 mold times for copper die-casting molds, the mold cavity should be carried out for 450~ Tempered at 480 °C, and the cavity was polished and nitrided to eliminate internal stress and minor cracks on the cavity surface. After that, the same maintenance is performed every 12 000 to 15 000 mold times. When the mold is used 50,000 times, it can be maintained every 25,000 to 30,000 times. With the above method, the speed and time of cracking caused by thermal stress can be significantly slowed down.
When the mold has a failure defect that affects the production and use, it can be repaired by arc surfacing, and it can be repaired many times. The service life of the repaired mold has been significantly improved, which not only ensures the normal production, but also reduces the production cost.
4 Conclusion
The fixed core of the die-casting mold has failure defects such as ablation, cracks, and aluminum sticking, and there is one design change. Therefore, it needs to be repaired. After marking, welding, CNC milling and EDM, the quality of the repaired mold meets the technical requirements. Measures to improve the service life of die-casting molds include reasonable mold structure design, correct mold material selection, optimization of heat treatment process, appropriate use environment, and maintenance specifications.
.png)

.png)
.png)
.png)

.png)

.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com








.png)