Recently, during the CNC machining of LED worklight housings, we proactively identified and addressed a case of hole misalignment. This was a systematic optimization initiative centered on the IATF 16949 quality system.
I. Problem Discovery
During CNC machining, an operator noticed slight, barely noticeable misalignments in the hole positions of some products. In accordance with the company’s quality management procedures, these products were immediately isolated and sent to quality inspectors for verification. After inspection, these items were deemed non-conforming and could not be reworked; they had to be scrapped. At this stage, the factory strictly enforced the “Nonconforming Product Control Procedure” within the IATF 16949 system to ensure the issue did not flow into the next process or reach the client.
II. Root Cause Analysis
Quality engineers organized relevant personnel to conduct a systematic analysis of the defective products. Through measurement and comparison, the following was discovered:
The hole position deviation was not caused by errors in the CNC program.
The deviation exhibited consistency, indicating that the root cause was systemic.
Further analysis confirmed:
The CNC machining of the current product uses the outer edge of the casting as the positioning reference. However, there are thickness variations on both sides of the casting, causing the positioning reference to shift and resulting in hole position deviation.

At this point, the direct cause of the problem had been identified.
However, in accordance with IATF 16949 requirements, it was necessary to continue with a “forward traceability” root cause analysis rather than stopping at the surface level.
III. Process Traceability
Before entering the CNC process, this casting had already undergone multiple manufacturing steps. The team analyzed each process that could potentially affect edge thickness, focusing specifically on the die-casting and grinding processes.
Through a review of historical data, on-site operations, and process parameters, it was ultimately confirmed that the variations in edge thickness were caused by a combination of die-casting fluctuations and inconsistent grinding.
This type of “cross-process impact” issue is precisely the most challenging aspect of a manufacturing system and the one that most requires systematic capabilities to resolve.
IV. Improvement Measures
In accordance with IATF 16949 requirements, the factory not only implemented corrective actions but also established systematic preventive measures:
1. Process Optimization
Optimize die-casting parameters to ensure wall thickness stability; add process monitoring points for critical dimensions.
2. Standardized Operations
Standardize grinding process procedures to avoid human error; introduce jigs or positioning tools to ensure processing consistency.
3. Strengthened Quality Control
Added incoming material dimensional inspection prior to CNC machining; implemented SPC monitoring for critical characteristics.
4. Lessons Learned
Incorporated this case into the quality case library to promote preventive measures across similar products and processes.
Through this series of measures, we have transformed a single anomaly into an enhancement of overall manufacturing capability.
V. Conclusion
Quality is never “inspected into existence,” but rather “designed and controlled into existence.” Through the analysis and improvement of this hole position deviation issue, the factory not only resolved the immediate defect but also enhanced the stability of the entire manufacturing process. This embodies the true essence of the IATF 16949 system—turning every problem into an opportunity to enhance quality capabilities.
Moving forward, we will continue to build upon the IATF 16949 quality system, continuously strengthening process control and improvement capabilities, and fulfilling our commitment to quality through every rigorous quality practice.
.png)

.png)
.png)
.png)

.png)

.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com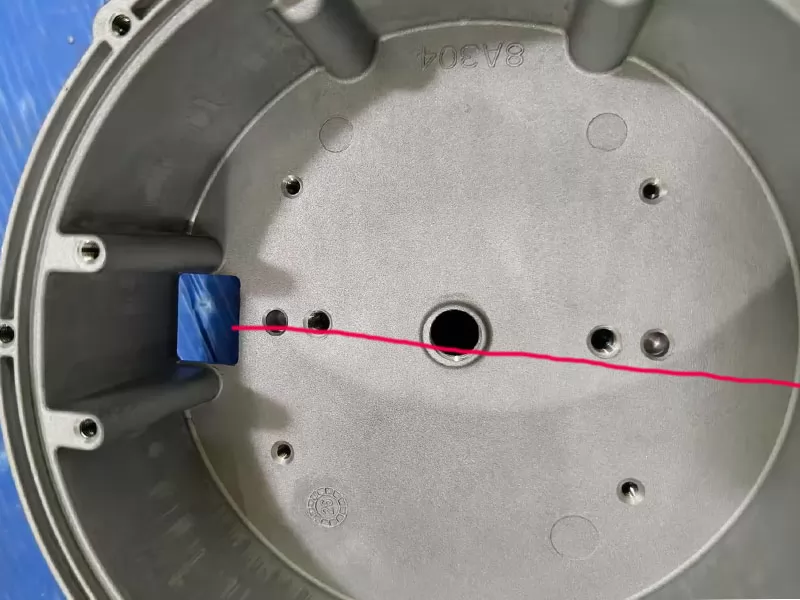









.png)